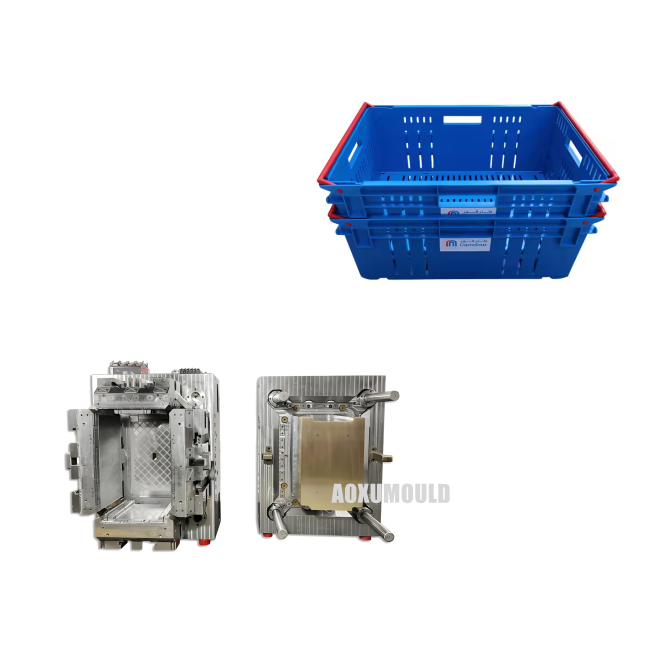




Spesifikasi acuan
|
Nama acuan |
Acuan peti bersarang plastik |
|
Bahan produk |
HDPE/pp |
|
Saiz produk |
600 x 400 x 300mm |
|
Bahan acuan untuk rongga &. Teras |
P20/718H/H13/2738 |
|
Nos rongga |
1 rongga |
|
Sistem suntikan |
Pelari panas |
|
Mesin suntikan yang sesuai |
480T |
|
Saiz acuan |
1050x780x700mm |
|
Berat acuan |
6200kg |
|
Acuan seumur hidup |
Lebih daripada 500, 000 pcs |
|
Masa penghantaran |
50 hari |
Apa's PeralatanAdakah kita perlukanPlastikPetiBarisan pengeluaran?
1. Sistem Pengendalian Bahan Bahan
Bahan mentah, pengering hopper, loader automatik, pengisar pencampuran
2. Peralatan
Mesin pengacuan suntikan, acuan.
Kami mengkhususkan diri dalam merekabentuk dan mengeluarkan acuan suntikan berprestasi tinggi untuk pelbagai jenis peti/bekas bersarang plastik.
3.Cooling &. Demolding
Unit penyejuk, lengan robot
4. Peralatan pemprosesan
Mesin pemangkasan, sistem percetakan
Bagaimana peti plastik dibentuk?

Krat bersarang plastik (juga dipanggil totes plastik atau bekas) biasanya dihasilkan melalui pengacuan suntikan, proses kecekapan tinggi untuk pengeluaran besar-besaran.
1. Penyediaan bahan
- Bahan mentah: Polypropylene (PP) atau pelet polietilena ketumpatan tinggi (HDPE) dipilih untuk ketahanan, sifat ringan, dan kitar semula.
- Pengeringan: Pelet dikeringkan untuk menghilangkan kelembapan, memastikan prestasi pencairan dan pencetakan yang optimum.
2. Kitaran pencetakan suntikan
- Pencahayaan: Pelet dimasukkan ke dalam mesin pengacuan suntikan dan dipanaskan ke keadaan cair (biasanya 200-300 darjah).
- Suntikan: Plastik cair disuntik di bawah tekanan tinggi ke dalam rongga acuan keluli yang telah direka bentuk seperti peti.
- Penyejukan: Acuan disejukkan dengan cepat (melalui saluran air) untuk menguatkan plastik ke dalam struktur peti.
- Eject: Setelah mengeras, acuan dibuka, dan pin ejektor menolak peti selesai.
3. Reka bentuk acuan
- Penyesuaian: Acuan adalah kejuruteraan ketepatan untuk menentukan saiz peti, ketebalan dinding, pemegang, dan ciri penyusunan.
4. Pasca pemprosesan
- Pemangkasan: Plastik yang berlebihan (contohnya, kilat di sekitar tepi) dikeluarkan secara manual atau melalui automasi.
- Pemeriksaan kualiti: peti diperiksa untuk kecacatan, ketepatan dimensi, dan kapasiti beban beban.
-Tambahan pilihan: Ciri-ciri seperti tekstur anti-slip, label, atau tag RFID boleh ditambah.
5. Automasi & Kecekapan
Kemudahan moden menggunakan senjata robot untuk mengendalikan acuan dan produk siap, membolehkan pengeluaran 24/7 berterusan dengan sisa minimum.
Proses ini memastikan peti plastik adalah kuat, ringan, dan sesuai untuk logistik, pertanian, atau penggunaan runcit.
BagaimanaTo Reka bentuk Tdia strukturAPlastikBersarangCrate mouLD?

Merancang acuan peti bersarang plastik melibatkan pendekatan sistematik untuk memastikan fungsi, pembuatan, dan kecekapan. Inilah pecahan berstruktur:
1. Pertimbangan reka bentuk bahagian
- Dinding tirus: Melaksanakan sudut draf 1-3 darjah pada dinding menegak untuk memudahkan demolding dan membolehkan bersarang. Sudut draf keseimbangan untuk mengelakkan ruang yang berlebihan antara peti bersarang.
- Ketebalan dinding seragam: Mengekalkan ketebalan 2-4mm (laraskan berdasarkan bahan, misalnya, PP atau HDPE) untuk mencegah kecacatan. Rusa hendaklah 5 0 - 70% ketebalan dinding dengan draf 0.5-1 darjah.
- Pengukuhan struktur: Tambah tulang rusuk ke pangkalan dan sisi untuk kekuatan. Align tulang rusuk dengan arah demolding dan pastikan draf yang betul.
- Mengendalikan/menyusun ciri -ciri: Reka bentuk mengendalikan sebagai potongan radius untuk mengelakkan kepekatan tekanan. Termasuk rim/bibir saling berkait untuk stabil stabil.
2. Reka bentuk struktur acuan
- Teras dan rongga: Split acuan menjadi dua bahagian (teras untuk permukaan dalaman, rongga untuk luar). Pastikan penempatan garis perpisahan meminimumkan penglihatan kilat (contohnya, di sepanjang tepi peti).
- Venting: Mengintegrasikan ventilasi cetek (0. 0 2-0.04mm) pada garis perpisahan dan tulang rusuk dalam untuk mencegah perangkap udara.
- Sistem penyejukan: Gunakan saluran penyejukan konformal berhampiran bahagian tebal (contohnya, tulang rusuk) untuk penyejukan seragam. Pertimbangkan baffles/bubblers untuk kawasan yang mendalam.
- Sistem pelepasan: Pinisi ejektor kedudukan di bawah tulang rusuk dan tepi untuk pengagihan kuasa walaupun. Gunakan plat penari telanjang untuk permukaan besar jika diperlukan.
-Mengat: Memilih pintu tepi untuk memastikan mengisi dan meminimumkan tanda yang kelihatan. Elakkan pintu pusat kecuali perlu untuk simetri.
3. Bahan dan Pembuatan
- Bahan acuan: Pilih keluli P20/H13 untuk pengeluaran volum tinggi; Aluminium untuk prototaip/jumlah rendah.
- Pampasan pengecutan: Dimensi acuan skala oleh pengecutan bahan (misalnya, 1.5-2% untuk pp).
- Kemasan Surface: Sapukan tekstur untuk menyembunyikan tanda ejektor dan meningkatkan cengkaman. Elakkan kemasan berkilat tinggi.
4. Pengesahan dan Ujian
-Simulasi: Gunakan analisis aliran acuan untuk meramalkan corak pengisian, penyejukan, dan kecacatan yang berpotensi (garis kimpalan, warpage).
- Prototaip: Ujian dengan acuan dicetak 3D atau lembut untuk mengesahkan bersarang, kekuatan, dan ergonomik.
- Toleransi: Memastikan toleransi yang ketat untuk ciri -ciri interlocking untuk menjamin bersarang yang konsisten.
5. Mengelakkan kerumitan
- Undercuts: Reka bentuk mengendalikan sebagai potongan mudah tanpa undercuts untuk menghapuskan keperluan untuk slaid/pengangkat.
- Eksksi mudah: Mengoptimumkan sudut draf dan penempatan ejektor untuk mengelakkan melekat.
AdalahASistem pelari panas diperlukanFatau plastikBersarangSuntikan peti mouLDS?

Keputusan untuk menggunakan sistem pelari panas dalam acuan suntikan peti plastik bergantung kepada:
1. Jumlah pengeluaran
-Runner Hot disyorkan: Untuk jangka panjang, pengeluaran volum tinggi (contohnya, 100k+ unit), ia mengurangkan sisa bahan, memendekkan masa kitaran, dan menurunkan kos.
- Pelari sejuk yang mencukupi: Untuk kelompok kecil atau acuan mudah, pelari sejuk menawarkan kos pendahuluan yang lebih rendah.
2. Reka bentuk produk
- peti plastik biasanya berdinding nipis dan strukturnya mudah. Pelari panas memastikan pengedaran cair seragam, meminimumkan kecacatan seperti tanda tenggelam atau warpage.
- Pelari panas cemerlang dalam reka bentuk pelbagai pintu dengan mengimbangi aliran cair.
3. Kos vs kecekapan
- Hot Runner Pros: Menghapuskan sekerap pelari, mempercepatkan kitaran, mengurangkan pemprosesan selepas.
- Kekurangan pelari panas: Kos acuan yang lebih tinggi, penyelenggaraan kompleks, dan keperluan kawalan suhu yang tepat.
Komponen acuan
Acuan keluli

Sistem pelari panas

Bahagian standard

Pakej &. Penghantaran

BagaimanaTo Mengekalkan acuan suntikan peti plastik?
Penyelenggaraan acuan suntikan peti plastik yang betul adalah penting untuk memastikan kualiti produk, memanjangkan jangka hayat acuan, dan mengurangkan downtime pengeluaran. Ikuti garis panduan ini untuk penjagaan acuan yang berkesan:
1. Penyelenggaraan harian
A. Bersih selepas digunakan:
- Keluarkan plastik sisa, habuk, atau serpihan dari permukaan acuan, rongga, dan lubang menggunakan berus lembut atau udara termampat.
- Elakkan alat kasar untuk mengelakkan calar permukaan.
B.Lubrication:
-Sapukan lapisan nipis pelincir tahan suhu tinggi untuk membimbing pin, pin ejektor, dan komponen gelongsor.
- Gunakan pelincir bukan silikon untuk mengelakkan pencemaran.
C.Menghabungkan kerosakan:
- Periksa haus, retak, atau kakisan pada komponen kritikal (misalnya, teras, rongga, sistem pelepasan).
- menangani isu -isu kecil dengan segera untuk mengelakkan peningkatan.

2. Pembersihan mendalam berkala
A. Membongkar komponen:
- Secara kerap membongkar pin ejektor, slider, dan saluran penyejukan untuk pembersihan menyeluruh.
- Gunakan pembersihan ultrasonik atau pembersih acuan khusus untuk residu yang degil.
Penyelenggaraan Sistem B.Cooling:
- Saluran penyejukan siram untuk mengelakkan pembentukan skala atau penyumbatan.
- Memastikan aliran penyejuk yang konsisten untuk mengelakkan terlalu panas.
3. Pencegahan kakisan
A.Saply Coatings Anti-Rust:
- Gunakan perencat karat atau semburan pelindung pada permukaan acuan, terutamanya semasa penyimpanan jangka panjang.
- Kawalan kelembapan:
- Simpan acuan dalam persekitaran yang dikawal suhu kering (kelembapan ideal:<50%).
4. Penjajaran & Penentukuran
A. Periksa penjajaran acuan:
- Sahkan penjajaran bahagian acuan yang betul untuk mengelakkan memakai atau berkelip tidak sekata.
- Gunakan alat ketepatan (contohnya, penunjuk dail) untuk pelarasan.
B. Memantau daya pengapit:
- Memastikan tekanan pengapit yang optimum untuk mengelakkan ubah bentuk acuan.
5. Pembaikan & Penggantian
- Betulkan kerosakan kecil dengan segera:
- Pembaikan goresan atau penyok menggunakan penggilap atau EDM (pemesinan pelepasan elektrik).
- Ganti bahagian yang dipakai:
- tepat pada masanya menggantikan pin penuaan, bushings, atau anjing laut untuk mengekalkan fungsi.
6. Amalan terbaik penyimpanan
A.protect permukaan acuan:
- Permukaan kot dengan ejen pelepasan acuan atau minyak anti-karat sebelum penyimpanan.
B. Gunakan blok sokongan:
- Masukkan blok kayu/logam antara bahagian acuan untuk melegakan ketegangan pada komponen.
7. Dokumentasi &. Latihan
- Mengekalkan log:
- Rekod tarikh penyelenggaraan, isu, dan pembaikan untuk kebolehkesanan.
- Pengendali kereta api:
- Memastikan kakitangan mengikuti prosedur pengendalian yang betul dan protokol keselamatan.
Maklum balas pelanggan

Maklum balas pelanggan
Mengapa memilih kami untuk acuan suntikan peti bersarang plastik anda?
1. Kepakaran &. Kejuruteraan ketepatan
Dengan lebih daripada 16 tahun pengalaman khusus dalam reka bentuk dan pembuatan acuan suntikan, kami menyampaikan ketepatan tinggi, acuan tahan lama yang disesuaikan untuk peti plastik. Pasukan kejuruteraan kami menggabungkan teknologi CAD/CAM yang canggih dengan pengetahuan industri tangan untuk mengoptimumkan prestasi acuan, memastikan kitaran pengeluaran sempurna dan jangka hayat alat lanjutan.
2. Penyelesaian tersuai untuk setiap keperluan
Sama ada anda memerlukan peti stackable, reka bentuk yang dibuang, bekas tugas berat, atau ciri khusus industri, kami membuat acuan yang sejajar dengan spesifikasi tepat anda. Pendekatan kolaboratif kami memastikan visi reka bentuk anda menjadi kenyataan.
3. Pengeluaran kos efektif
Kami memanfaatkan bahan canggih dan proses yang diselaraskan untuk mengurangkan kos jangka panjang. Acuan kami meminimumkan sisa bahan, mempercepatkan masa kitaran, dan menyokong output volum tinggi memaksimumkan ROI anda.
4. Kualiti dijamin
Protokol QA/QC yang ketat di setiap peringkat prototaip dari acuan bebas ujian-final. Kami mengutamakan ketahanan, ketepatan dimensi, dan kemudahan penyelenggaraan.
5. pemulihan cepat, jangkauan global
Aliran kerja pengeluaran tangkas dan rekod pencapaian yang terbukti tepat pada masanya, walaupun untuk projek yang kompleks. Kami melayani pelanggan di seluruh dunia, menawarkan sokongan akhir-ke-akhir dari reka bentuk ke perkhidmatan selepas jualan.
6. Inovasi yang didorong oleh kemampanan
Kami merancang acuan untuk bahan kitar semula (contohnya, PP, HDPE) dan pembuatan tenaga yang cekap, membantu anda memenuhi matlamat mesra alam tanpa menjejaskan kekuatan atau fungsi.





