



Spesifikasi acuan
|
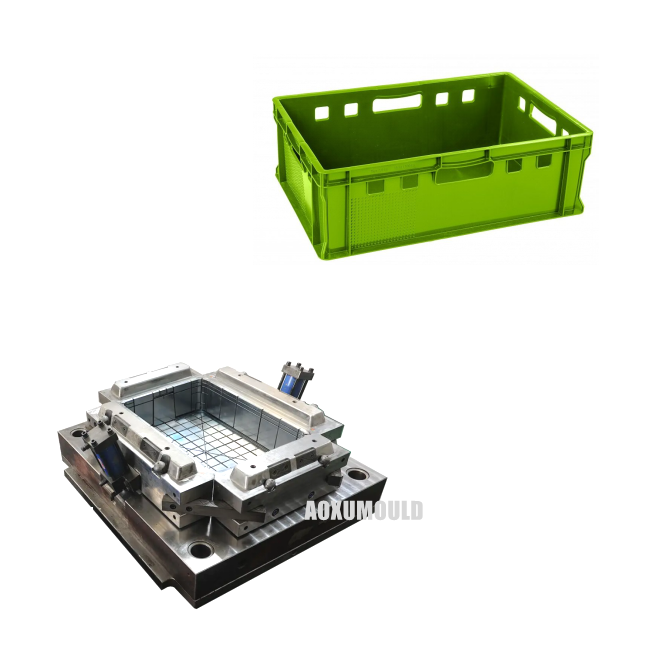
Nama acuan |
Acuan peti tugas berat plastik |
|
Bahan produk |
HDPE/pp |
|
Saiz produk |
600 x 400 x 140mm |
|
Bahan acuan untuk rongga &. Teras |
P20/718H/H13/2738 |
|
Nos rongga |
1 rongga |
|
Sistem suntikan |
Pelari panas |
|
Mesin suntikan yang sesuai |
450T |
|
Saiz acuan |
1050x680x550mm |
|
Berat acuan |
3500kg |
|
Acuan seumur hidup |
Lebih daripada 500, 000 pcs |
|
Masa penghantaran |
50 hari |
Ketebalan plastik tugas berat

Ketebalan peti tugas berat plastik biasanya berkisar antara 3 mm hingga 8 mm, bergantung kepada reka bentuk, bahan, dan penggunaan yang dimaksudkan. Berikut adalah kerosakan terperinci:
1. Bahan:
- Plastik biasa termasuk HDPE (polietilena berkepadatan tinggi) atau PP (polipropilena). HDPE sering disukai untuk aplikasi tugas berat kerana ketegaran dan rintangan kesannya.
2. Faktor reka bentuk:
- Ketebalan seragam: Dinding dan asas biasanya 4-6 mm untuk peti tugas berat standard.
- Pengukuhan: tulang rusuk, pembinaan berdinding dua, atau bantuan sudut mungkin membolehkan dinding yang lebih nipis (contohnya, 3-5 mm) sambil mengekalkan kekuatan.
- Kawasan Kritikal: Pangkalan dan tepi beban mungkin lebih tebal (sehingga 8 mm) untuk ketahanan tambahan.
3. Proses Pembuatan:
- Pencetakan suntikan: Biasanya menghasilkan dinding 2-6 mm tebal kerana aliran bahan dan kekangan penyejukan.
- Pencetakan putaran: Membolehkan dinding tebal (sehingga 12+ mm) tetapi kurang biasa untuk peti.
4. Kapasiti Beban:
- peti yang direka untuk beban yang melampau (contohnya, bahagian automotif atau perindustrian) boleh melebihi 6 mm dalam bahagian kritikal.
- peti yang lebih kecil mungkin menggunakan dinding 3-4 mm, manakala yang lebih besar memerlukan 5-8 mm untuk integriti struktur.
5. Contoh Industri:
- Tugas berat standard: Dinding 4-6 mm.
- Khusus/Perindustrian: Sehingga 8 mm atau lebih untuk kawasan tekanan tinggi.
Mengapa memilih HDPE &. Bahan PP untuk peti plastik tugas berat?

Apabila memilih antara HDPE (polietilena berkepadatan tinggi) dan PP (polipropilena) untuk peti plastik tugas berat, pilihan bergantung kepada keperluan aplikasi, keadaan persekitaran, dan tuntutan beban. Berikut adalah perbandingan terperinci:
2. Mengapa memilih HDPE untuk peti berat?
- Rintangan Impak: Sesuai untuk pengendalian kasar, menyusun, dan menjatuhkan (contohnya, logistik, pertanian).
- Persekitaran Dingin: Mengekalkan kekuatan dalam suhu sub-sifar (contohnya, penyimpanan sejuk, pengangkutan sejuk).
- Kekakuan: Mengekalkan bentuk di bawah beban berat (contohnya, bahagian automotif, jentera).
- Kitar semula: Kitar semula secara meluas, menjadikannya mesra alam untuk rantaian bekalan yang mampan.
3. Mengapa Pilih PP untuk peti berat?
- Pendedahan kimia: terbaik untuk peti yang menyimpan minyak, bahan api, atau bahan -bahan yang menghakis (contohnya, industri kimia).
- Penggunaan suhu tinggi: Sesuai untuk pensterilan (contohnya, pemprosesan makanan, peralatan perubatan).
- Fleksibiliti: Lebih baik untuk tekanan berulang (contohnya, penutup berengsel, reka bentuk dilipat).
-Keberkesanan kos: Selalunya lebih murah untuk pengeluaran volum tinggi.
Bagaimana untuk membuat acuan untuk peti plastik berat?

Mewujudkan acuan peti plastik tugas berat melibatkan kejuruteraan ketepatan, pemilihan bahan, dan kepakaran pembuatan. Berikut adalah panduan langkah demi langkah untuk mereka bentuk dan menghasilkan acuan berkualiti tinggi, berkualiti tinggi:
1. Fasa reka bentuk
a. Tentukan keperluan
- Spesifikasi peti: saiz, kapasiti beban, ketebalan dinding (biasanya 4-8 mm), dan geometri (tulang rusuk, pemegang, ciri penyusunan).
- Bahan: Pilih plastik (misalnya, HDPE, PP) dan akaun untuk kadar pengecutan semasa penyejukan.
-Moulding Proses: Tentukan pengacuan suntikan
b. Reka bentuk CAD
- Gunakan perisian CAD 3D (misalnya, SolidWorks, AutoCAD) untuk memodelkan peti dan acuan.
- Termasuk draf sudut (1-3 darjah) untuk pelepasan mudah.
- Reka bentuk rusuk dan bala bantuan sudut untuk meningkatkan kekuatan tanpa meningkatkan ketebalan dinding.
- Tambah lokasi pin ejektor, saluran penyejukan, dan pembuangan untuk mencegah kecacatan.
2. Pemilihan bahan acuan
Pilih keluli gred tinggi berdasarkan ketahanan dan jumlah pengeluaran:
- acuan keluli:
- P20 atau H13 keluli untuk rintangan haus tinggi (ideal untuk 100, {4}} kitaran).
- Hardened untuk umur panjang.
3. Langkah pembuatan acuan
a. Pemesinan teras dan rongga
- Gunakan pemesinan CNC untuk membuat bahagian teras (lelaki) dan rongga (wanita) acuan.
- Pastikan permukaan yang lancar (menggilap ke siri SPI-A1/A2) untuk mengelakkan kecacatan seperti garisan aliran.
b. Integrasi Sistem Penyejukan
- Menanam saluran penyejukan untuk mengawal suhu dan mengurangkan masa kitaran.
- Mengoptimumkan susun atur saluran untuk penyejukan seragam (menghalang warping).
c. Sistem pelepasan
- Pasang pin ejektor dan plat untuk menolak peti keluar dari acuan selepas penyejukan.
- Memastikan pin diposisikan untuk mengelakkan tanda yang kelihatan pada permukaan kritikal.
d. Pembatalan
- Tambah jurang mikro (0. 0 2-0.04 mm) untuk membolehkan udara/gas terperangkap untuk melarikan diri, mencegah luka bakar atau lompang.
e. Rawatan permukaan
- Sapukan salutan (contohnya, nitriding, penyaduran krom) untuk mengurangkan haus dan meningkatkan pelepasan.
4. Prototaip dan ujian
- Ujian suntikan:
- Periksa kecacatan (tanda sink, warping, flash).
- Laraskan suhu, tekanan, dan masa penyejukan.
- Ujian Beban: Sahkan peti memenuhi keperluan kekuatan.
5. Perhimpunan acuan pengeluaran
- Kumpulkan teras, rongga, sistem pelepasan, dan komponen penyejukan.
- Pasang acuan pada mesin pengacuan suntikan (misalnya, 500 - 2000- ton pengapit ton untuk peti besar).
6. Pertimbangan utama
a. Konsistensi ketebalan dinding
- Elakkan perubahan ketebalan mendadak untuk mencegah tanda sinki.
- Gunakan tulang rusuk (50-60% ketebalan asas) untuk tetulang.
b. Reka bentuk pintu
- Gerbang kedudukan (titik masuk untuk plastik cair) untuk memastikan aliran walaupun.
- Gunakan sistem pelari panas untuk peti besar untuk mengurangkan sisa.
c. Ciri -ciri menyusun
- Reka bentuk yang saling berkaitan atau menyusun rim terus ke dalam acuan.
7. Post-pemprosesan
- Pemesinan CNC: Memperbaiki kawasan kritikal (contohnya, mengendalikan, sudut).
- EDM (pemesinan pelepasan elektrik): Untuk butiran rumit atau tekstur.
Bagaimana cara membentuk peti plastik?
Komponen acuan
Acuan keluli

Sistem pelari panas

Bahagian standard

Pakej &. Penghantaran

Maklum balas pelanggan

Mengapa Memilih Kami?
Kami mengkhususkan diri dalam mencipta acuan kejuruteraan ketepatan untuk peti plastik gred perindustrian, memastikan ketahanan, kecekapan, dan nilai. Inilah yang membezakan kita:
1. Kepakaran dalam Reka Bentuk Berat
- Pengetahuan khusus industri: Lebih 15 tahun pengalaman merancang acuan untuk sektor automotif, logistik, dan pertanian, dioptimumkan untuk kapasiti beban sehingga 1, 000+ lbs.
- Penguasaan Bahan: Pemahaman lanjutan HDPE, PP, dan plastik bertetulang, memastikan acuan menghasilkan peti dengan ketebalan tepat (3-8 mm) dan rintangan impak.
2. Teknologi canggih
- Perisian Simulasi: Alat seperti Moldflow meramalkan aliran, penyejukan, dan tekanan untuk menghapuskan kecacatan dan meningkatkan panjang umur acuan.
- Pemesinan ketepatan tinggi: CNC, EDM, dan 5- Axis Milling untuk kemasan rongga sempurna dan toleransi yang ketat (± 0. 01 mm).
3. Penyesuaian & fleksibiliti
- Penyelesaian yang disesuaikan: Reka bentuk menyesuaikan untuk peti berdinding dua, ciri-ciri yang dilipat, atau tulang rusuk bertetulang untuk memenuhi keperluan tepat anda.
-Prototaip Rapid: Mempercepatkan masa ke pasaran dengan sampel acuan dicetak 3D untuk ujian dan pengesahan.
4. Jaminan kualiti yang teguh
- Ujian yang ketat: Acuan menjalani ujian kitaran dan simulasi beban dunia sebenar untuk memastikan rintangan kemalangan dan umur panjang.
5. Kecekapan Kos & Masa
- Pengeluaran yang dioptimumkan: Reka bentuk acuan meminimumkan sisa bahan dan masa kitaran, mengurangkan kos per unit anda.
- Pemulihan lebih cepat: Aliran kerja yang diselaraskan memberikan acuan berkualiti tinggi dalam 30-45 hari, walaupun untuk geometri kompleks.
6. Sokongan akhir-ke-akhir
- Penyelenggaraan seumur hidup: Perkhidmatan pasca jualan termasuk penyelesaian masalah, pembaikan, dan penggilap permukaan untuk memanjangkan acuan acuan.
- Fokus Kemampanan: Reka bentuk mengutamakan bahan kitar semula dan proses pengeluaran yang cekap tenaga.
7. Rekod Jalan Terbukti - Kajian Kes: Kisah Kejayaan termasuk peti automotif dengan pangkalan bertetulang 8 mm dan reka bentuk yang dilipat mengurangkan kos penghantaran sebanyak 40%.
Pendekatan ini menyoroti kekuatan teknikal, penyelesaian yang berfokus pada klien, dan hasil dunia nyata sambil menangani titik sakit seperti kos, kualiti, dan kebolehpercayaan.





