
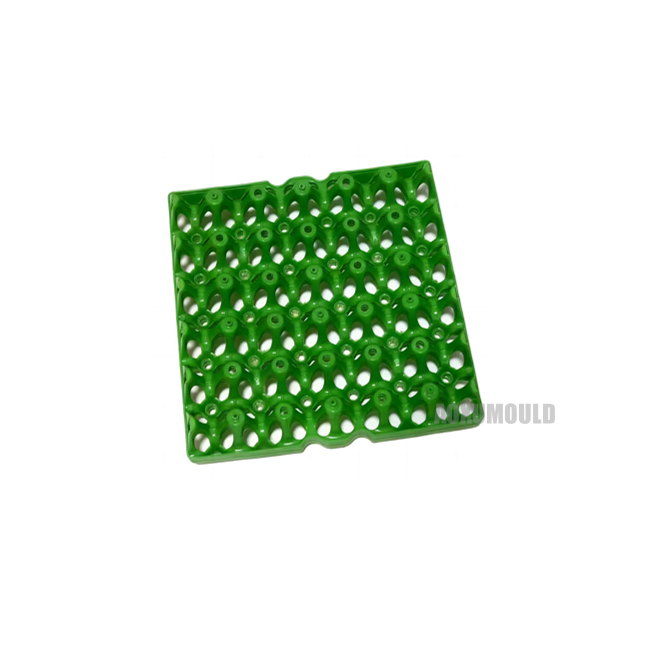


Spesifikasi acuan
|
Nama acuan |
Acuan dulang telur plastik |
|
Bahan produk |
Pp, plastik |
|
Saiz produk |
295x295x50mm |
|
Berat produk |
300gram |
|
Bahan acuan untuk rongga &. Teras |
P20, 718 |
|
Asas acuan |
P20, 718H |
|
Sistem suntikan |
Pelari sejuk |
|
Mesin suntikan yang sesuai |
350T |
|
Saiz acuan |
510x510x150mm |
|
Acuan seumur hidup |
Lebih daripada 500, 000 pcs |
KenapaCHooseTo UsePlasticEggTRay?
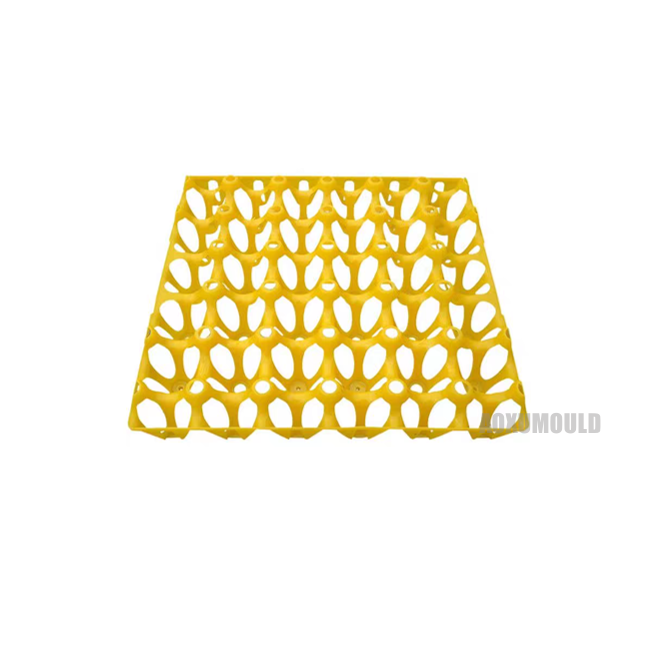
Dulang telur plastik adalah peralatan dapur yang sangat praktikal yang mempunyai banyak kelebihan dan boleh membawa kita banyak kemudahan dan kemudahan.
Pertama, telur plastik lebih ringan, lebih mudah dibersihkan, dan kurang cenderung untuk berkarat berbanding dengan dulang telur logam tradisional. Apabila kita biasanya menggunakan dulang telur logam, kita sering mendapati bahawa bahan logam mudah untuk mendapatkan kotor dan sukar untuk dibersihkan. Dulang telur plastik bukan sahaja ringan, tetapi juga lebih mudah dan cekap untuk digunakan. Mereka boleh dibersihkan dengan hanya bilas mudah, mengurangkan beban kerja kami.
Kedua, penampilan dulang telur plastik adalah pelbagai, dengan warna -warna cerah dan gaya novel, yang boleh dipadankan dengan hiasan dapur yang berbeza untuk meningkatkan keindahan keseluruhan dapur. Apabila kita menggunakannya, kita boleh memilih kombinasi warna kegemaran kita mengikut keutamaan peribadi, yang menambah rasa menyeronokkan dan kesan hiasan.
Sekali lagi, dulang telur plastik mempunyai sifat anti slip tertentu, menjadikannya sukar untuk telur tergelincir apabila diletakkan di atas dulang, mengelakkan perlanggaran telur dan mengurangkan kadar kerosakan. Apabila menggunakan dulang telur logam tradisional, kita sering menghadapi situasi di mana telur tergelincir, menyebabkan mereka pecah dan meningkatkan sisa yang tidak perlu. Dulang telur plastik mempunyai sifat anti slip tertentu, yang dapat melindungi telur dengan berkesan, memanjangkan masa penyimpanan, dan mengurangkan sisa makanan.
Akhirnya, dulang telur plastik adalah berpatutan dan mempunyai jangka hayat yang panjang, menjadikannya peralatan dapur yang ekonomik. Apabila membeli peralatan dapur, kami biasanya menganggap faktor harga, dan dulang telur plastik murah, kos efektif, mempunyai hayat perkhidmatan yang panjang, tidak mudah rosak, dan merupakan barang isi rumah yang sangat praktikal.
BagaimanaTo DeTermineTDiaTypeAndPosisiOf InolteGmakanFatauPlasticEggTRayAcuan?

Dulang telur plastik adalah item rumah biasa yang dibuat menggunakan teknologi pengacuan suntikan semasa proses pengeluaran. Pintu suntikan adalah bahagian yang sangat penting dalam pengacuan suntikan, yang secara langsung mempengaruhi kualiti pencetakan dan kecekapan proses produk. Di bawah ini, saya akan menganalisis secara terperinci jenis dan kedudukan pintu suntikan suntikan untuk dulang telur plastik.
Pertama, mari kita lihat jenis pintu suntikan suntikan. Untuk produk bersaiz kecil seperti dulang telur plastik, jenis pintu suntikan suntikan yang biasa digunakan adalah pintu menghalang pintu, pintu menghalang sisi, dan pintu langsung. Pintu Pintu Pintu adalah sejenis pintu gerbang yang menyuntik plastik cair ke dalam rongga acuan dari satu atau lebih sisi produk, sesuai untuk produk dengan permukaan yang agak rata. Gerbang menyekat sisi digunakan untuk menyuntik plastik cair ke dalam rongga acuan dari satu sisi acuan, dan sesuai untuk situasi di mana permukaan produk mempunyai tekstur yang tidak sekata. Pintu masuk langsung digunakan untuk menyuntik plastik cair terus ke rongga acuan dari bahagian atas produk, sesuai untuk produk dengan bentuk mudah. Apabila memilih jenis gerbang pengacuan suntikan, perlu membuat pilihan yang munasabah berdasarkan keperluan reka bentuk dan pengeluaran produk.
Seterusnya, mari kita bercakap tentang lokasi pintu gerbang suntikan. Bagi produk seperti dulang telur plastik, adalah perkara biasa untuk memilih untuk menetapkan pintu di tepi produk untuk memudahkan kemasukan plastik ke dalam rongga acuan dan mengisi keseluruhan produk. Pada masa yang sama, ia juga boleh mengurangkan berlakunya gelembung dan bahan pendek semasa proses suntikan, memastikan kualiti pencetakan produk. Apabila memilih kedudukan pintu suntikan, adalah perlu untuk mempertimbangkan faktor-faktor seperti keperluan penampilan produk, kesukaran mencetak, dan rawatan pasca gerbang, untuk akhirnya menentukan kedudukan yang paling sesuai.
Di samping itu, untuk meningkatkan kualiti penampilan dan kecekapan pengeluaran produk, beberapa pengoptimuman boleh dibuat dalam reka bentuk produk dan struktur acuan. Sebagai contoh, dengan meningkatkan bilangan rongga acuan, menubuhkan pin ejektor atau sistem ekzos, ketepatan pengacuan dan kecekapan pengeluaran produk dapat ditingkatkan. Pada masa yang sama, teknologi proses khas seperti teknologi pelari panas dan pencetakan berlamina juga boleh dipertimbangkan untuk meningkatkan lagi kecekapan kualiti dan pengeluaran produk.
Reka bentuk untuk produk &. Acuan

KemajuanArrangement ofPlasticEggTRayInolteAcuan Processing
Jadual pemprosesan acuan suntikan dulang telur plastik harus mengikuti proses yang sistematik, digabungkan dengan teknologi pembuatan acuan dan tonggak projek untuk perancangan. Berikut adalah rangka kerja untuk menjadualkan kemajuan pemprosesan acuan AOXU.
1. Fasa reka bentuk (5-10 hari)
Analisis Keperluan: Jelaskan spesifikasi produk (saiz, bilangan lubang, cerun demolding, dll.) Dan keperluan acuan acuan.
Reka bentuk struktur acuan: Lengkapkan reka bentuk pemisahan 3D, sistem menuangkan (pintu masuk atau pintu sisi), sistem penyejukan, dan mekanisme pelepasan.
Lukisan Output: Menjana lukisan pemesinan, lukisan pemasangan, dan lukisan reka bentuk elektrod, dan sahkan toleransi utama (seperti ± 0. 05mm) dengan pelanggan.
2. Penyediaan Bahan (3-5 hari)
Perolehan asas acuan: Pilih pangkalan acuan standard (seperti standard LKM) berdasarkan saiz acuan, atau menyesuaikan pangkalan acuan bukan standard.
Pesanan keluli: Keluli pra keras (seperti P20 atau 718h) dipilih untuk rongga/teras, dan bahan kekerasan yang tinggi (seperti H13) digunakan untuk pin ejektor dan slider.
Penyediaan Bahagian Outsourcing: Sistem pelari panas pra dan bahagian standard (mata air, lajur panduan, dll.).
3. Peringkat Pemprosesan (15-25 hari)
Pemesinan kasar: Pengilangan CNC permukaan rujukan asas acuan dan kontur rongga, dengan elaun pemesinan ketepatan terpelihara 0. 2-0. 3mm.
Rawatan haba: Pelindapkejutan vakum dilakukan pada bahagian -bahagian yang memerlukan kekerasan yang tinggi (seperti kekerasan HRC 48-52).
Pemesinan ketepatan:
Pengilangan Precision: Lengkapkan pemesinan permukaan rongga (disyorkan untuk menggunakan alat mesin lima paksi).
Pemesinan pelepasan elektrik (EDM): Kawasan pemprosesan yang tidak dapat dikendalikan oleh CNC, seperti alur dalam dan sudut tajam.
Pemotongan wayar: Pemprosesan lubang ketepatan seperti lubang pin ejektor dan slot masukkan.
Rawatan Permukaan: Menggilap rongga ke permukaan cermin (Ra kurang daripada atau sama dengan 0. 1 μ m), dan melakukan rawatan nitriding jika perlu.
4. Perhimpunan dan Pentauliahan (5-7 hari)
Perhimpunan Komponen: Pasang sistem pelepasan dan litar air penyejuk (memerlukan ujian tekanan 3MPA).
Ujian Fit Fit: Semak kesesuaian permukaan perpisahan (jurang kurang daripada atau sama dengan 0. 02mm) dan kelancaran pergerakan slider.
Pra Penerimaan: Melakukan ujian acuan kosong di kilang acuan dan merekodkan data dimensi utama.
5. Pencetakan dan pengoptimuman percubaan (3-5 hari)
Pencetakan percubaan pertama (T1): Sahkan parameter pengacuan suntikan (suhu bahan, masa pegangan) dan kesan demolding produk.
Pembetulan Masalah:
Laraskan kedalaman alur ekzos (biasanya 0. 02-0. 03mm).
Mengoptimumkan susun atur sistem air penyejuk untuk mengurangkan masa kitaran.
Betulkan masalah kilat atau pengecutan (dengan mengurangkan tekanan suntikan atau mengubah saiz gerbang).
Acuan percubaan pra pengeluaran (t 2- t3): Berterusan menghasilkan 100-200 acuan untuk mengesahkan kestabilan.
UjianAcuan dulang telur plastik
Pakej &. Penghantaran

Komponen acuan
Acuan keluli

Sistem pelari panas

Bahagian standard

Soalan Lazim
Maklum balas pelanggan






